DC53模具钢的线切割加工 模具制造中的关键工艺解析

在精密模具制造领域,选择合适的模具钢并配合高效的加工工艺,是决定模具性能与寿命的关键。DC53模具钢,作为一款高性能的冷作模具钢,因其优异的特性,在线切割加工中展现出了显著优势。
一、DC53模具钢的卓越性能
DC53是一种在SKD11基础上改良而成的高强度、高韧性模具钢。相比传统材料,其经过特殊热处理后,硬度可达HRC 62-63,同时保持了良好的韧性,有效减少了在加工和使用过程中出现崩角或开裂的风险。其热处理变形率极低,确保了模具尺寸的稳定性,这对于需要通过线切割获得复杂精密型腔的模具至关重要。
二、线切割加工在DC53模具制造中的核心作用
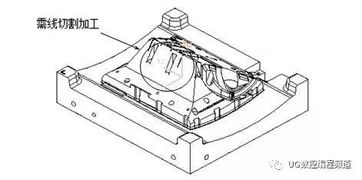
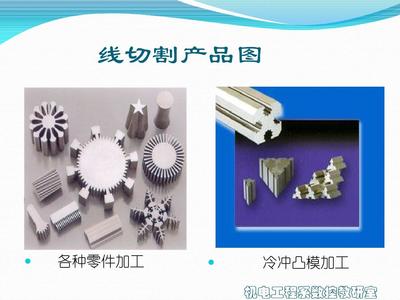
线切割,特别是慢走丝线切割,是加工DC53等高硬度模具钢的核心工艺。其利用连续移动的金属丝(电极丝)对工件进行脉冲火花放电蚀除,实现精密切割。
- 高精度与复杂形状成型:线切割不受材料硬度限制,能够轻松在淬火硬化后的DC53钢料上,直接加工出任意复杂形状的模仁、冲头、镶件等,精度可达±0.002mm,表面光洁度优异,减少了后续研磨工序。
- 减少加工应力与变形:作为一种非接触式、热影响区较小的加工方法,线切割对DC53工件的整体应力影响较小,有利于保持模具的尺寸精度和稳定性,避免因加工应力导致的后续变形或早期失效。
- 提升模具寿命:精细的线切割加工可以在DC53模具的刃口或关键部位形成均匀、高质量的加工表面,减少微观裂纹源,从而提高模具的耐磨性和抗疲劳性能。
三、DC53模具钢线切割加工的关键要点
为了充分发挥DC53的潜能,在线切割加工中需注意以下要点:
- 加工前的充分退磁:DC53材料在经过磨削等工序后可能带磁,必须彻底退磁,否则在切割过程中会导致排屑不畅、精度下降甚至断丝。
- 优化电参数设置:针对DC53的高硬度、高韧性特点,需合理设置脉冲宽度、间隔、电流等参数。通常采用多段切割工艺(如粗割、精修),在保证效率的逐步提升表面质量并减少变质层。
- 注重工件装夹与路径规划:稳固的装夹是精度保障的基础。编程时应优化切割路径,尽量保持加工过程中材料刚性的连续与平衡,特别是对于薄壁或复杂工件,要防止因应力释放导致的变形。
- 切割后的处理:线切割后表面会形成一层极薄的“白层”(变质层),虽然DC53的白层相对较薄且致密,但对于要求极高的模具,仍建议通过低温回火或轻微抛光予以去除,以彻底释放表面应力,提升耐腐蚀性和疲劳强度。
四、应用前景
随着对模具精度、寿命和制造效率的要求日益提高,DC53模具钢配合高精度线切割技术的组合,已成为制造精密冲压模、拉伸模、刀片以及高耐磨塑胶模等高端模具的首选方案之一。这一组合不仅确保了模具的卓越性能,也体现了现代模具制造向材料科学与精密加工深度融合的发展趋势。
深刻理解DC53模具钢的材料特性,并熟练掌握线切割加工工艺的精髓,是模具制造工程师与技师提升产品质量、缩短制造周期、降低综合成本的核心竞争力所在。
如若转载,请注明出处:http://www.fsgxcwj.com/product/52.html
更新时间:2026-04-28 18:16:59