五金杂件冲压工艺与产品设计知识全集
冲压工艺在五金杂件制造中占据重要地位,其高效、精度和成本优势使其成为五金行业的核心加工方法。本文将系统梳理冲压工艺的基础知识、关键工艺参数、常见五金杂件设计要点以及质量控制方法,为从业者提供全面的技术参考。
一、冲压工艺基础概念
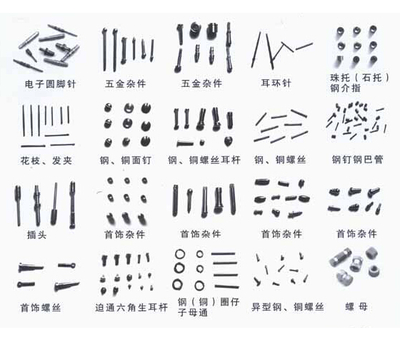
冲压是利用压力机和模具对金属板材施加压力,使其产生塑性变形或分离,从而获得所需形状和尺寸的零件。五金杂件如螺钉、垫圈、弹簧片、连接件等,大多采用冲压工艺制造。
二、主要冲压工艺分类
- 分离工艺:包括冲孔、落料、切边等,用于将板材的一部分与另一部分分离。
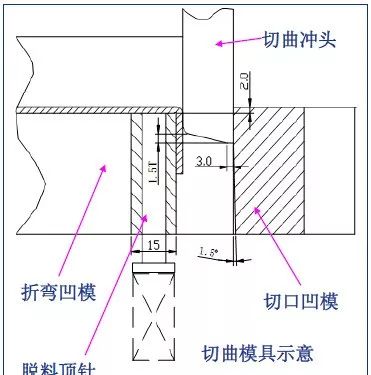
- 成形工艺:包括弯曲、拉伸、翻边、胀形等,用于改变板材的形状而不破裂。
三、五金杂件冲压工艺参数设计
- 材料选择:常用材料包括低碳钢、不锈钢、铜合金、铝合金等,需根据产品用途选择适当的材料和厚度。
- 冲压速度与压力:根据材料厚度和硬度调整冲压速度,避免材料撕裂或模具损坏。
- 模具间隙:模具间隙直接影响剪切质量和毛刺大小,一般取材料厚度的5%-10%。
四、五金杂件产品设计要点
- 圆角设计:避免尖角,所有内角和外角应设计成圆角,以减少应力集中和模具磨损。
- 孔位与边距:孔与边缘的距离应大于材料厚度,防止变形或撕裂。
- 弯曲半径:弯曲半径不宜过小,一般不小于材料厚度,避免开裂。
- 拉伸深度:对于拉伸成形件,深度与直径比例需合理控制,防止起皱或破裂。
五、常见五金杂件冲压案例
- 垫圈:采用落料冲孔工艺,注意内外圆同心度和厚度均匀性。
- 弹簧片:多采用弯曲和成形工艺,需控制回弹,保证尺寸稳定性。
- 外壳件:常包含拉伸、翻边、冲孔等多道工序,模具设计复杂。
六、质量控制与常见缺陷预防
- 毛刺控制:通过优化模具间隙和刃口锋利度减少毛刺。
- 尺寸精度:定期检查模具磨损,保证产品尺寸一致性。
- 表面质量:选择合适的润滑剂,防止划伤和压痕。
七、模具设计与维护
- 模具材料:根据生产批量选择模具钢,如Cr12、SKD11等。
- 模具结构:包括上模、下模、导柱、卸料板等,设计需考虑排屑和退料。
- 维护保养:定期清理、润滑和检查,延长模具寿命。
八、发展趋势
- 精密化:高精度五金杂件需求增加,对冲压工艺提出更高要求。
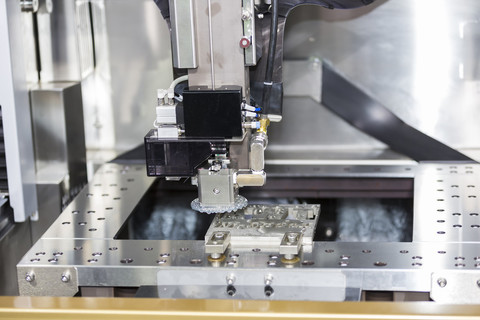
- 自动化:机器人上下料和视觉检测系统逐步普及。
- 新材料应用:高强度钢、复合材料等新材料的冲压技术不断发展。
五金杂件冲压工艺是一个系统工程,涉及材料、模具、设备和工艺参数的协同优化。掌握全面的冲压知识,能够显著提高产品质量和生产效率,降低制造成本。
如若转载,请注明出处:http://www.fsgxcwj.com/product/28.html
更新时间:2025-11-28 05:04:13